Grundsätzliche Regeln, Tipps und Tricks
Wandstärke
Minimale Wandstärke
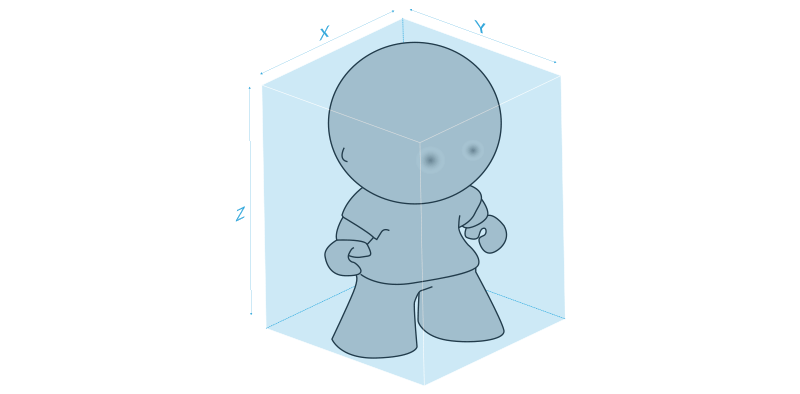
Modelle mit unterschiedlichen Maßen erfordern auf Grund des Grünzustandes unterschiedliche minimale Wandstärken. Die minimale Wandstärke erhöht sich für größere Modelle. Sie können die Anforderungen für verschiedene Abmessungen der einzelnen Modelldimensionen (X, Y oder Z) der entsprechenden Tabelle entnehmen. Sie werden feststellen, dass für kleine Modelle, wie beispielsweise Ringe, eine minimale Wandstärke von 1 mm ausreicht, solange sie ausreichend gestützt werden. Für mittelgroße Objekte kann eine Wandstärke von 1,5 mm bis 2 mm ausreichend sein. Bei größeren Modellen empfehlen wir dringend eine Wandstärke von 3 mm.
Überhänge
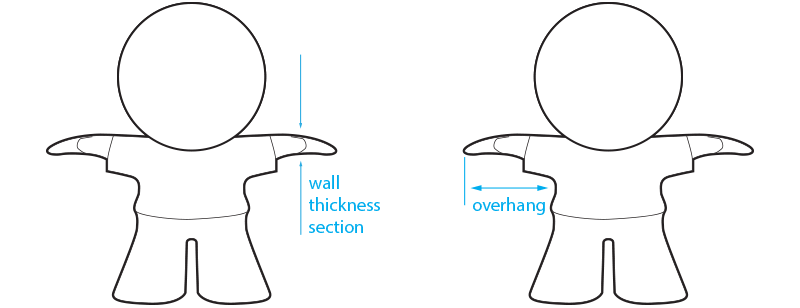
Auch bei Wandstärken von 3 mm ist es wichtig zu beachten, dass Ihr Modell keine Überhänge oder herausragende "Glieder" aufweisen sollte, die unter Ihrem eigenem Gewicht zusammenbrechen könnten. Diese ungestützen Elemente sollten nicht größer als 6 mm sein. Ungestützte Elemente mit über 25 mm können nicht gedruckt werden.
Beispielsweise können große, sperrige Elemente die mit feinen, dünnen Strukturen verbunden sind (wie ein großer Kopf mit einem dünnen Hals), bei der Bearbeitung vor der Infiltration brechen. Ihr Modell muss so designed sein, dass es in der Lage ist sich selbst ausreichend zu stützen. Dickere/größere Modelle sollten niemals mit Bereichen verbunden sein, die eine Wandstärke von unter 3 mm aufweisen. Ziehen Sie es in Betracht, Kanten min einem Radius von mindestens 0,8 mm abzurunden um dadurch Überhänge zu unterstützen.
Verbindungen, Kanten und Übergänge
Verschiedene Elemente in Ihrem Modell sollten stabil miteinander verbunden sein um einen Bruch im Grünzustand zu verhindern. Weiterhin sollte ihr Modell keine scharfen Kanten beeinhalten, da diese während der Pulverentfernung nach dem Drucken abgerundet werden. Kanten mit einer Wandstärke unter 1 mm gehen dabei verloren.
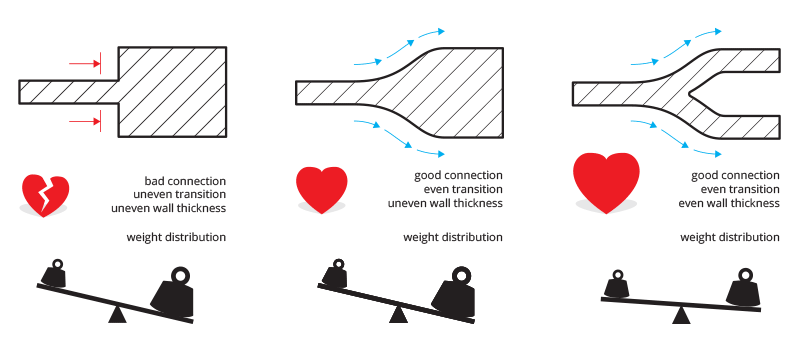
Zu guter Letzt ist es wichtig sicherzustellen, dass Wandstärken und Übergänge in Ihrem Modell möglichst gleichförmig sind. Diese Bedingung bezieht sich nicht auf den Grünzustand, sondern auf die Infiltration Ihres Modells. Bereiche mit unterschiedlichen Materialstärken werden sich während und nach der Infiltrationsphase unterschiedlich schnell aufheizen (ausdehnen) und abkühlen (zusammenziehen). Daher sollte die Wandstärke in Ihrem Modell so gleichförmig wie möglich gehalten werden, um eine Rissbildung in dieser Phase zu verhindern und eine gleichförmige Verteilung der Bronze während des Infiltrationsprozesses sicherzustellen. Sie können scharfe Kanten gemäß den minimalen Wandstärken in der Tabelle abrunden, um dies bestmöglich anzupassen. Der minimale Radius ist 0,8 mm. Mehrere miteinander verbundene Modelle können aufgrund der oben stehenden Gründen nicht akzeptiert werden.
Löcher
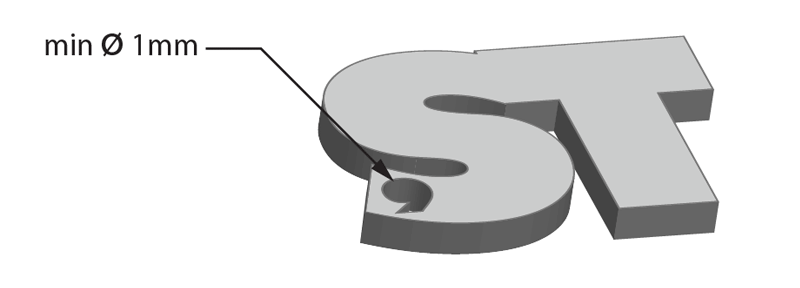
Der minimale empfohlene Durchmesser für Löcher beträgt 1 mm. Dieser minimale Durchmesser ist nötig um das überschüssige Pulver vollständig zu entfernen. Andernfalls verbleibt das Pulver in dem Modell und wird ebenfalls infiltriert. Komplexe und richtungsändernde Löcher oder Innenräume sind unmöglich vollständig von Pulver zu befreien und zu inspizieren. Daher können wir nicht garantieren dass das Endergebnis vollständig Ihrem ursprünglichen Design entspricht, Wenn perfekte, gerade Löcher benötigt werden, berücksichtigen Sie, dass die Löcher in Ihrem Modell etwas kleiner ausfallen werden als in Ihrem Design. Sie können das Loch nachträglich nachbohren, um die exakten Maße zu erreichen.
Gitterstrukturen

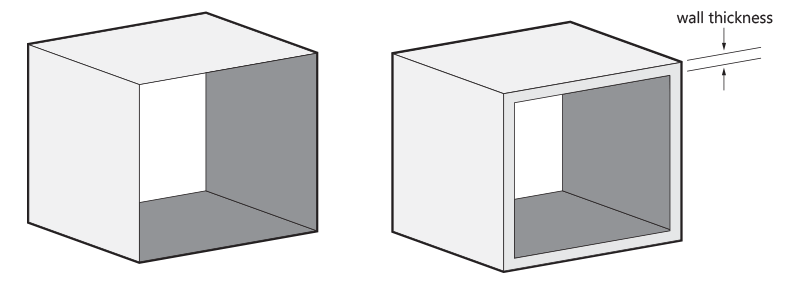
Designen Sie ein hohles Modell
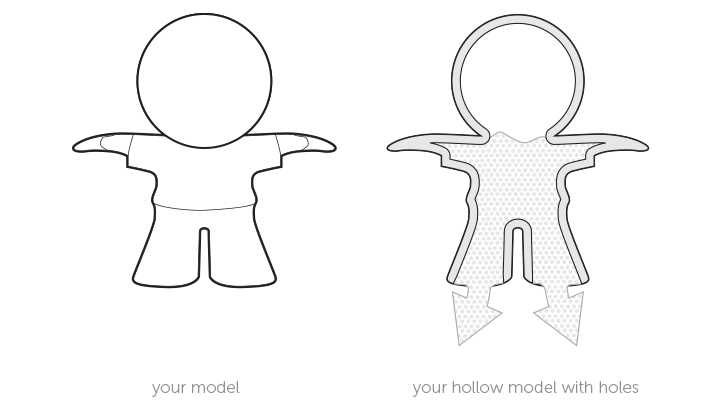
Modelle können ausgehöhlt werden. Versuchen Sie eine minimale Wandstärke von 3 mm einzuhalten und eine Öffnung mit einem minimalen Durchmesser von 3 mm in Ihrem Modell zu platzieren. Diese Öffnung dient der Entfernung von überschüssigem Pulver aus dem Modell. Größere und komplexere Hohlräume benötigen mehrere Löcher mit größerem Durchmesser. Wir empfehlen einen minimalen Durchmesser von 7 mm. Löcher in der Mitte Ihres Modells sind für gewöhnlich am günstigsten, da so überschüssiges Pulver besonders leicht entfernt werden kann. Verbleibt das Pulver im Modell, wird es ebenfalls mit Bronze infiltriert. Um einen günstigen Infiltrationsfluss der flüssigen Bronze sicherzustellen, sollten die Kanten innerhalb Ihres Modells abgerundet werden.
Hohle Modelle sollten in der Lage sein Ihr eigenes Gewicht zu tragen. Schauen Sie in der Tabelle mit empfohlenen Wandstärken nach und fügen Sie für eine höhere Stabilität Stützstreben in Ihr Modell ein. Dies hilft einen möglichen Bruch Ihres Modells während der Bearbeitung im Grünzustand zu verhindern.
Verschachtelte Objekte, bewegliche und ineinandergreifende Teile
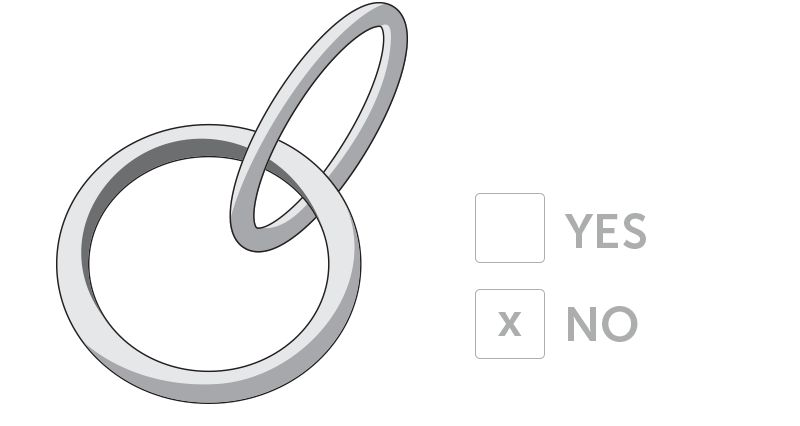
Ineinander verschachtelte Objekte (in anderen Objekten eingeschlossene Objekte), bewegliche Teile und ineinandergreifende Teile, wie beispielsweise Ketten, können mit dieser Drucktechnologie nicht hergestellt werden. Verschachtelte Objekte können nicht gestützt und nicht voneinander getrennt werden, wenn das Objekt mit Bronze infiltriert wird. Die Objekte würden hierbei miteinander verschmolzen werden.
Verbindungsspuren

Nach dem Sintern Ihres Modells muss es mit Bronze infiltriert werden, um die nötige Stabilität zu erhalten. Für den Infiltrationsprozess ist die Verbindung mit Infiltrationsrinnen erforderlich, über die die Bronze in das Modell gelangt. Diese werden nach Abschluss des Prozesses manuell entfernt. Diese Rinnen mit einer Größe von 1,27 x 0,76 mm werden werden stets in der Mitte einer großen Kontaktfläche an Ihrem Modell angebracht, um eine gleichförmige Verteilung der Bronze sicherzustellen. Sie können sich diesen Prozess so vorstellen, als würde eine Flüssigkeit mit hoher Geschwindigkeit in das Modell geleitet. Nach der Entfernung der Rinnen werden hinterlassene Verbindungsspuren entfernt wenn Ihr Modell poliert wird. Falls die Möglichkeit besteht, dass bei der Entfernung Probleme auftreten, werden wir Sie vorher informieren.
Eingravierter Text und Oberflächendetails
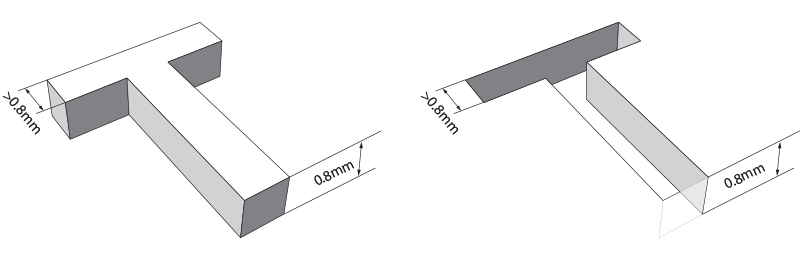
Für eingravierte Texte oder Oberflächendetails empfehlen wir Buchstaben mit einer minimalen Linienstärke von 0.8 mm und einer Tiefe von 0.8 mm. Für aufgeprägte Texte oder Oberflächendetails empfehlen wir eine minimale Linienstärke und ein Höhe von mindestens 0.8 mm.
Schwindungsausgleich und Maßgenauigkeit
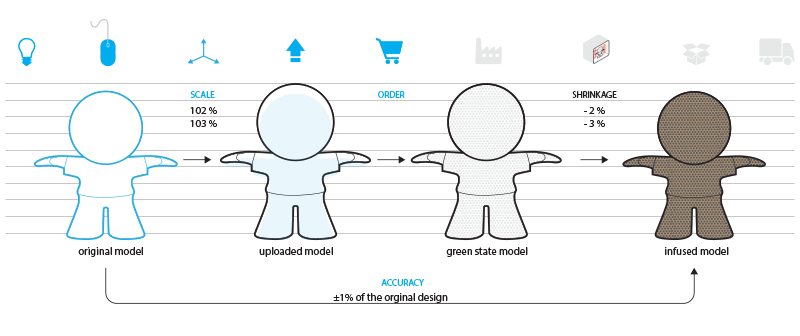
Da die Herstellung Ihres Modells eine Wärmebehandlung beinhaltet, sollten Sie die dabei auftretende Schwindung beachten. Bei Modellen die in X, Y oder Z-Richtung kleiner als 70 mm sind, empfehlen wir Ihnen Ihr Design um 2% zu vergrößern, bei größeren Modellen um 3 %. Die Vergrößerung wird die auftretende Schwindung ausgleichen und die Maßgenauigkeit bei ±1% liegen. Die Maßgenauigkeit bezieht sich dabei nicht auf den Detailgrad Ihres Modells, sondern um die Abweichung von der Größe ihres ursprünglichen Designs ohne die Vergrößerung. Leider können wir diese Maßgenauigkeit nicht garantieren. Daher können feinmechanische Elemente wie Gewinde nicht aus diesem Material hergestellt werden. Kleine Korrekturen an dem gedruckten Modell können mittels mechanischer Methoden vorgenommen werden.
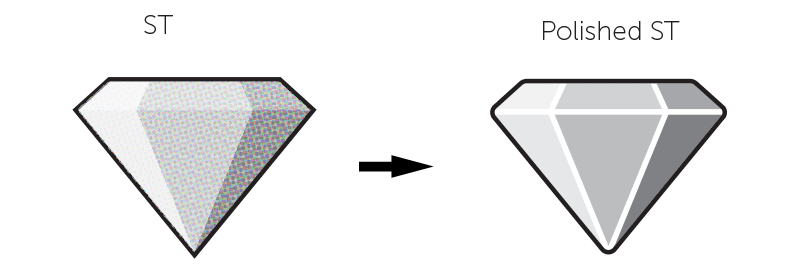
Tipps und Tricks für polierte Modelle
Bei dem verwendeten Polierprozess handelt es sich um ein besonderes, mechanisches Veredelungsverfahren für Stahl. Ihr Modell wird in eine Trommel mit kleinen steinähnlichen Schleifkörpern gegeben, die das Modell unter Einfluss von Vibration glätten.
Nur die Starken überleben
Verschiedene Faktoren machen es schwer das Ergebnis des Polierprozesses genau vorherzusagen. Ein Faktor ist die Geometrie des Modells, die sich jedes Mal anders verhalten kann, wenn das Modell in die Poliertrommel gegeben wird. Modelle mit scharfen Kanten werden beim Polieren abgeflacht oder brechen. Verfügt Ihr Modell über feine Details, wie kleine Stifte an der Oberfläche, ist es ist nicht empfehlenswert die Modelle zu polieren, da diese während des Polierprozesses abbrechen. Auch wenn wir Sie informieren wenn ein Problem beim Polieren Ihres Modells auftreten kann, kann unser Produktionsteam das Polieren von Modellen ablehnen wenn das Risiko eines Bauteilbruchs zu hoch ist. In diesem Fall erhalten sie eine unpolierte Version Ihres Modells.
Abgerundete Ecken
Weist Ihr Modell scharfe Kanten auf, werden diese durch das Polieren abgerundet. Bereits abgerundete Ecken und ebene Übergänge zwischen Oberflächen werden stärker poliert als scharfe Kanten.
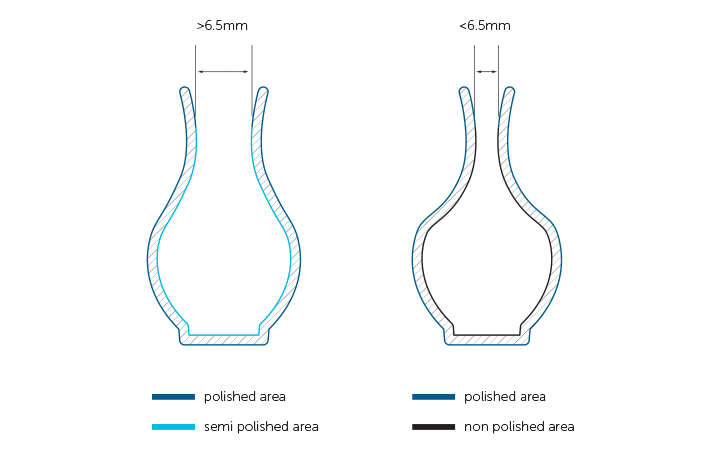
Polieren von Innenräumen

Wie bereits beschrieben werden kleine steinähnliche Schleifkörper verwendet, um die Oberfläche Ihres Modells zu glätten. Auf Grund der Größe der Steine können sie schnell in kleineren Öffnungen steckenbleiben. Daher empfehlen wir, dass alle Öffnungen in Ihrem Modell die poliert werden sollten einen Mindestdurchmesser von 6,5 mm aufweisen sollten. Beachten Sie außerdem, dass die Innenseiten Ihres Modells immer weniger stark poliert werden als die Außenseiten - falls die Öffnungen in Ihrem Modell kleiner als 6,5 mm sind, ist das Polieren der Innenseite Ihres Modells gar nicht möglich.
Schleifkörper können zudem leicht in V-förmigen Kerben steckenbleiben. Unser Produktionsteam wird versuchen alle Schleifkörper zu entfernen, in manchen Fällen können allerdings einzelne Schleifkörper in Ihrem Modell verbleiben
Farben

Ist ein Bereich Ihres Designs abgesenkt oder verdeckt (z.B. bei Gravuren), kann dieser Bereich in Ihrem fertigen Modell eine schwarze Färbung aufweisen. Dies passiert wenn der Bereich so klein ist, dass die Schleifkörper nicht eindringen können. Auf Grund des eingesetzten Polierprozesses werden höhergelegene Bereiche nach dem Polieren glatter und glätzender erscheinen.
Falls Sie mehrere Teile fertigen lassen, kann es zu leichten Farbvariationen zwischen den Modellen kommen, auch wenn sie Teil des gleichen Produktionslaufs sind. Dies ist auf den Infiltrationsprozess zurückzuführen, bei dem ein Bauteil mehr oder weniger Bromze aufnehmen kann als ein anderes.
Eingravierter Text und Oberflächendetails
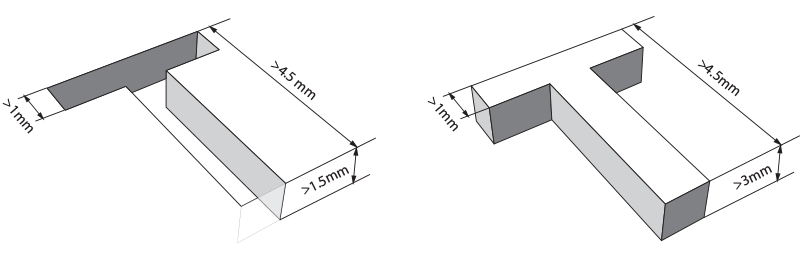
Für eingravierte Texte oder Oberflächendetails empfehlen wir Buchstaben mit einer minimalen Linienstärke von 1 mm und einer Tiefe von 1,5 mm. Für aufgeprägte Texte oder Oberflächendetails empfehlen wir eine minimale Linienstärke und ein Höhe von mindestens 1mm. Wir empfehlen für Buchstaben eine Linienstärke von mindestens 1 mm, eine minimale Tiefe von 3 mm und eine Gesamthöhe von mindestens 4,5 mm.
Designspezifikationen
± 1% (nach 2-3% Schwindungsausgleich)
- 762 x 393 x 393 mm (unpoliert, unpoliert schwarz)
- 152 x 152 x 152 mm (poliert, poliert schwarz, poliert braun)
0,8 mm