Entgegen der allgemeinen Auffassung gibt es keine Einheitslösung beim 3D-Druck. Die verschiedenen 3D-Druck Technologien lassen sich in 2 Gruppen aufteilen: Direkter und indirekter 3D-Druck. Der Hauptunterschied zwischen den 2 Gruppen besteht darin, dass das 3D-Modell entweder "direkt" mittels 3D-Druck hergestellt wird oder 3D-Druck nur "indirekt" als Teilschritt des Herstellungsprozesses verwendet wird. Wachs-3D-Druck & Ausschmelzen ist ein indirektes 3D-Druck-Verfahren.
Wie es funktioniert
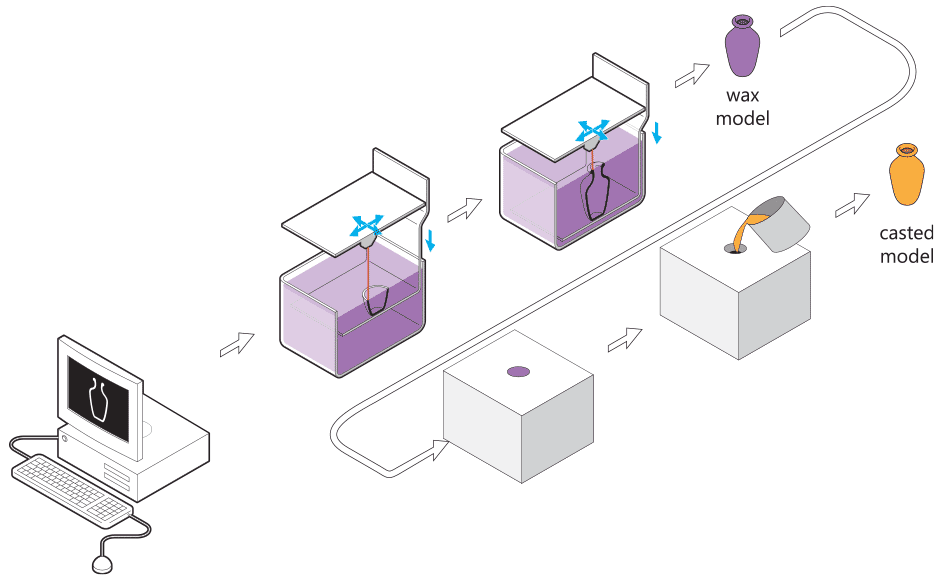 Seitansicht des Druckprozesses
Seitansicht des Druckprozesses
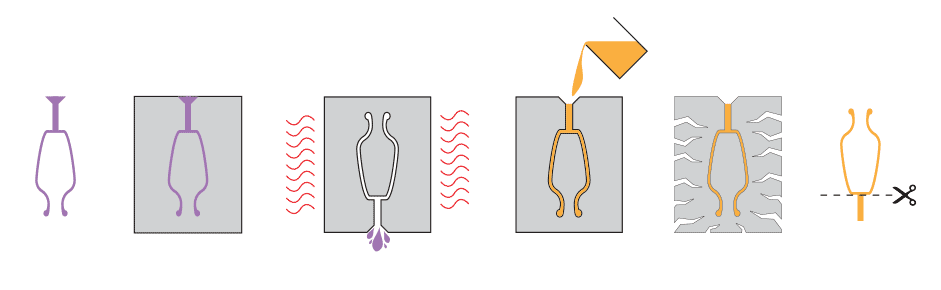 Querschnittsansicht des Druckprozesses
Querschnittsansicht des Druckprozesses
Zur Herstellung Ihres Modells aus diesem Material wird eine Kombination aus Wachs-3D-Druck und einem Wachsausschmelzverfahren verwendet. Bei dem Wachs-3D-Druck handelt es sich um ein Stereolithografieverfahren, bei dem ein wachsähnliches Harz verwendet wird. Beim Druckvorgang wird Ihr Modell mit Stützstrukturen versehen um ein Zusammenfallen des Modells zu verhindern. Diese Stützstrukturen werden automatisch generiert und nach Abschluss des Druckprozesses manuell entfernt. Nach der Entfernung der Stützstrukturen wird das Modell gereinigt und für den Ausschmelzvorgang vorbereitet.
Zunächst werden ein oder mehrere Gießtrichter aus Wachs an das Modell angefügt. Anschließend wird das Modell über diese Gießtrichter mit einer Art Wachsbaum mit anderen Modellen verbunden. Der Wachsbaum mit den Modellen wird dann in einen Behälter gegeben, der mit Gips gefüllt wird bis er vollständig bedeckt ist. Durch Aushärten des Gipses entsteht eine Gussform für das Ausschmelzen mit dem Metall. Die Gipsform mit dem Wachs wird anschließend für einige Stunden in einen Ofen gegeben, bis das Wachs vollständig ausgebrannt ist.
Die verbleibende Gipsform wird dann mit flüssigem Metall aufgefüllt. Nach dem Aushärten werden die Metallmodelle manuell aus der Form entfernt. Abschließend wird der Gießtrichter von dem Modell abgefeilt und das die Kontaktfläche abgeschmirgelt. Nach Abschluss dieses Vorgangs wird das Modell entsprechend Ihrer Nachbearbeitungswünsche abgeschmirgelt, poliert oder sandgestrahlt.
Materialien

Gold
- 14kt oder 18kt Massivgold
- Hauptsächlich für wertvollen Schmuck verwendet
- Das Gold wird mit einer Legierung gemischt um eine höhere Härte zu ermöglichen



Silber
- Massives Sterlingsilber, bestehend aus 92,5% Reinsilber und 7,5 Zusatzmaterial
- Sehr hohe elektrische und thermische Leitfähigkeit
- Sehr gut formbar
- Silber wird hauptsächlich für Schmuck und dekorative Objekte verwendet.



Bronze
- Legierung die hauptsächlich aus Kupfer besteht.
- Erschwinglich
- Hauptsächlich für Schmuck, detaillierte Miniaturen und Skulpturen verwendet
- Oxidiert und läuft an, wenn es nicht lackiert oder mit einer PU-Beschichtung überzogen wird.



Messing
- Legierung aus Kupfer und Zink.
- Eine preiswertere Alternative zu Edelmetallen
- Hauptsächlich für detaillierte Miniaturen, Skulpturen, Schmuck und Probedrucke (z.B. zum Überprüfen und Anpassen der Form von Modellen aus Gold oder Silber).
- Oxidiert mit einer grünen Verfärbung, falls es nicht beschichtet oder lackiert wird.



Kupfer
- 100% reines Kupfer
- Sehr hohe elektrische und thermische Leitfähigkeit
- Kupfer oxidiert mit einer grünen Patina wenn es nicht beschichtet oder lackiert wird. Eine Beschichtung oder Lackierung kann diesen Effekt verlangsamen, jedoch nicht vollständig vermeiden.